 |
|

1800 avant J.C. : utilisation du mors de filet (en bronze et sans brisure).
750 avant J.C. : mors en fer (puis artifices).
1470 : mors de bride 2 canons (avec pointe extérieure).
16ème siècle : mors à canons creux et brisés.
17ème siècle : mors plus légers et plus adaptés à la bouche du cheval.
Le rôle du mors
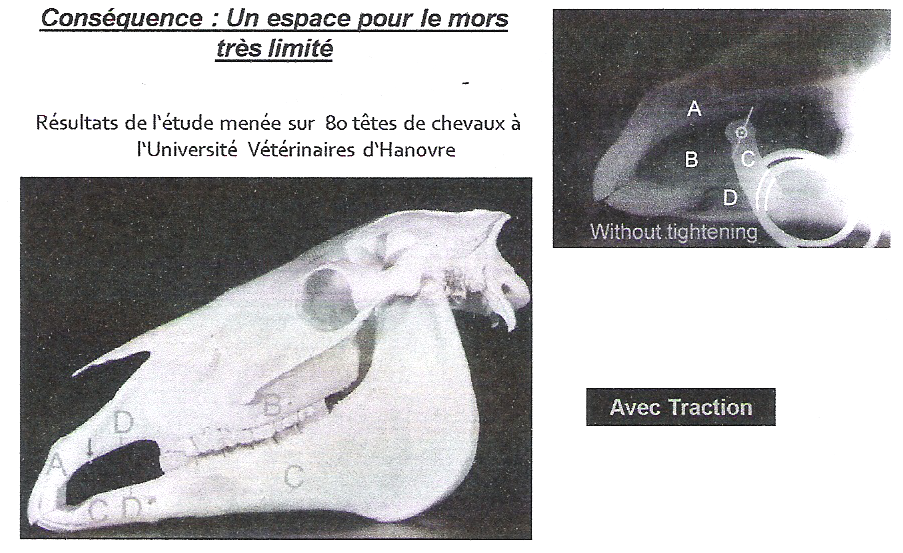
Anatomie de la bouche
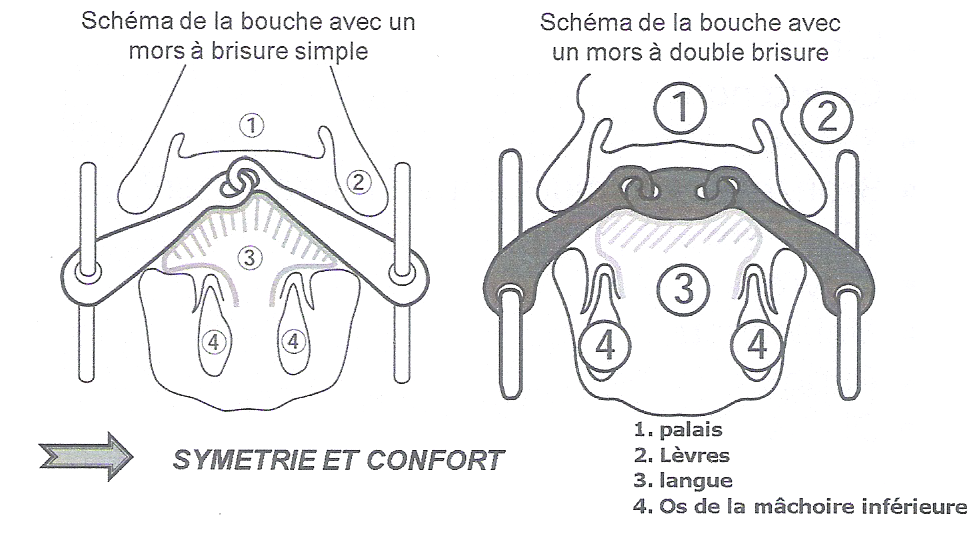
L'intérêt de la double brisure
Les matières
Inox
| Inconvénients | Avantages |
| Ce métal ne monte pas en température dans la bouche du cheval. Matériau creux : s'abîme si le cheval le mord. | Inox alimentaire, inox marine, inox militaire. Ne rouille pas |
Caoutchouc / résine
| Inconvénients | Avantages |
| Échauffement de la bouche. Se mâche : stockage des résidus dans le foie et les reins. S'use vite. | Meilleur appui. Décontraction (se mâche). |
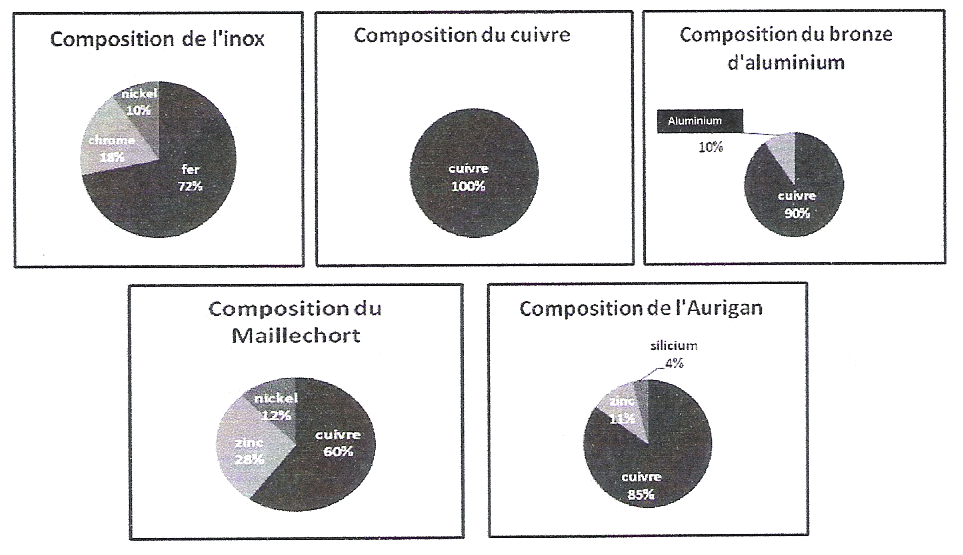
bronze d'aluminium appelé couramment « cyprium »
cuivre
maillechort
aurigan
divers
Composition des différents matériaux
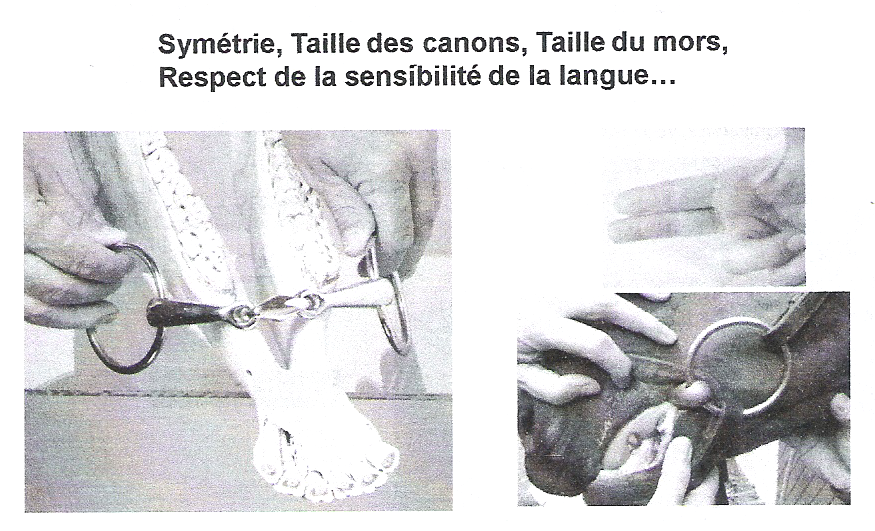
Les formes
- Anneaux fixes : effet fléchisseur. Appui des canons sur la langue et les barres du chexemples : olive, verdun, baucher...).
- Anneaux coulissants : effet releveur. Le coulissement ramène le canon en action sur les commissures des lèvres (exemple : chantilly...).
- Petits anneaux : action plus précise.
- Grands anneaux : effet levier plus fort, aide à encadrer.
- Gros canons : procure un appui doux et confortable.
- Canons fins : limite l'appui, plus fort et plus précis.
- Canons torsadés ou à boules : limite l'appui, effet coupant !
- Canons droits : action symétrique/plus fort.
- Branches inférieures : plus elles sont longues plus l'effet levier est fort (effet fléchisseur sur les barres).
- Branches supérieures : plus elles sont longues plus l'effet levier est renforcé.
- Branches courbées : à longueur égale les branches courbées accentuent l'effet fléchisseur (empêche le cheval « d'attraper » le mors).
Les fabrications
| Moule en sable | Moule en cire ou en résine (procédé de la cire perdue ou du modèle non permanent) | |
| Avantages | Procédé le moins onéreux. | Réalisation de modèle très précis et complexes. |
| Inconvénients | Ne permet pas de couler des alliages, manque de précision sur la finition (difficulté à créer des pièces complexes). | Nécessite des infrastructures adaptées. |
Le procédé de la cire perdue :
Étape 1 : création du moule en cire perdue appelé modèle non permanent.
Étape 2 : fabrication d'un arbre en cire.
Étape 3 : enrobage céramique.
Étape 4 : décirage.
Étape 5 : coulée métallique.
Étape 6 : décochage et finition.
Fabrication d'un mors en aurigan :
Étape 1 : aurigan à l'état brut.
Étape 2 : fonte de l'aurigan dans le moule.
Étape 3 : résultats à la sortie du moule.
Étape 4 : découpage des pièces.
Étape 5 : polissage de l'alliage.
Étape 6 : découpage des anneaux.
Étape 7 : soudure des anneaux.
Étape 8 : embouchure et anneaux avant polissage.
Étape 9 : embouchure et anneaux polis.
Incidence de la fabrication
- Qualité des matières premières.
- Coût des infrastructures.
- Temps de fabrication.
- Prix de revente plus onéreux.
Comparaison des modèles allemands et français
Divergence de philosophie/d'utilisation.
| FRANCE | ALLEMAGNE |
| Idée préconçue du caoutchouc pour le débourrage. | Utilisation de mors d'apprentissage tel que le Conrad de Sprenger. |
| Manque de formation auprès du corps enseignant. | Sensibilité à une entreprise allemande ayant fait des études sur l'anatomie de la bouche. |
| Problèmes rencontrés : solution en changeant de mors. | Culte du dressage du cheval plus développé. |
| Forte utilisation de la simple brisure. | Un mors correspond à une étape du cheval. |
| Influence et effets de mode. |
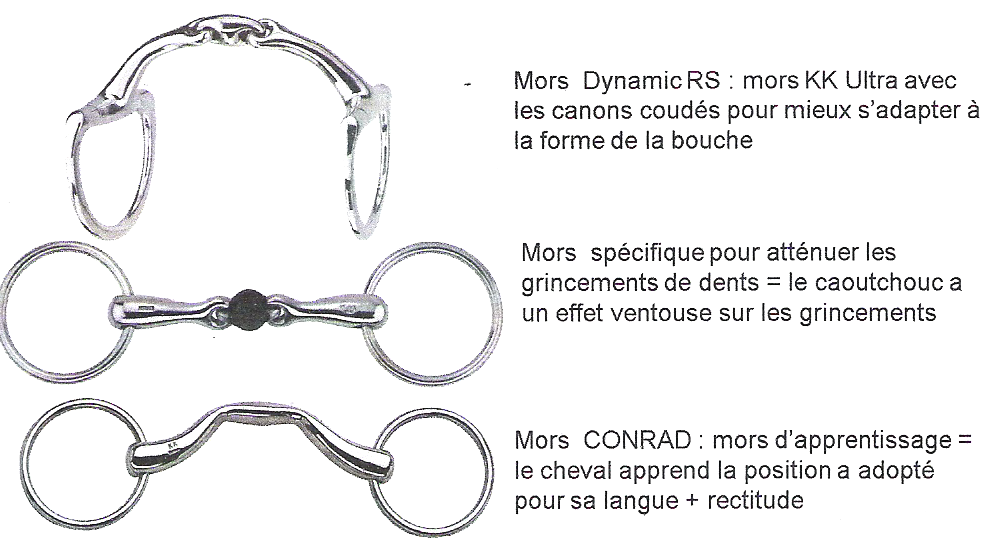
Des mors spécifiques
Conclusion
- Importance du choix du mors.
- Préférence pour la double brisure.
- Utilisation de matière décontractante telle que l'aurigan.